
以下是:定制精密钢管的生产厂家的产品参数定制精密钢管的生产厂家,盛联管业有限公司为您提供定制精密钢管的生产厂家,联系人:潘经理,电话:15106800538、15106800538,QQ:1575013387,请联系盛联管业有限公司,发货地:开发区工业园发货到四川省 南充市 西充县、顺庆区、高坪区、嘉陵区、南部县、营山县、蓬安县、仪陇县、阆中市。 四川省,南充市,西充县 2022年,西充县实现地区生产总值211.9亿元。
想知道定制精密钢管的生产厂家产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!以下是:定制精密钢管的生产厂家的图文介绍
盛联管业有限公司
南充西充盛联管业有限公司是一家集生产与销售 无缝方矩管产品的优质供应商。公司自成立以来始终坚持以“质量di yi、服务di yi、诚信经营、共谋发展”的经营理念,管理上坚持以人为本,服务上以客户为尊。我司拥有雄厚的技术开发力量、严格的产品质量检验、先进的设计标准、合理的配套结构、采用了世界上先进的生产工艺。南充西充盛联管业有限公司把产品质量作为企业生存的根本,把用户作为企业的上帝,与广大用户、四海宾朋互利合作,携手共进,共谋发展,共创光辉灿烂的明天!
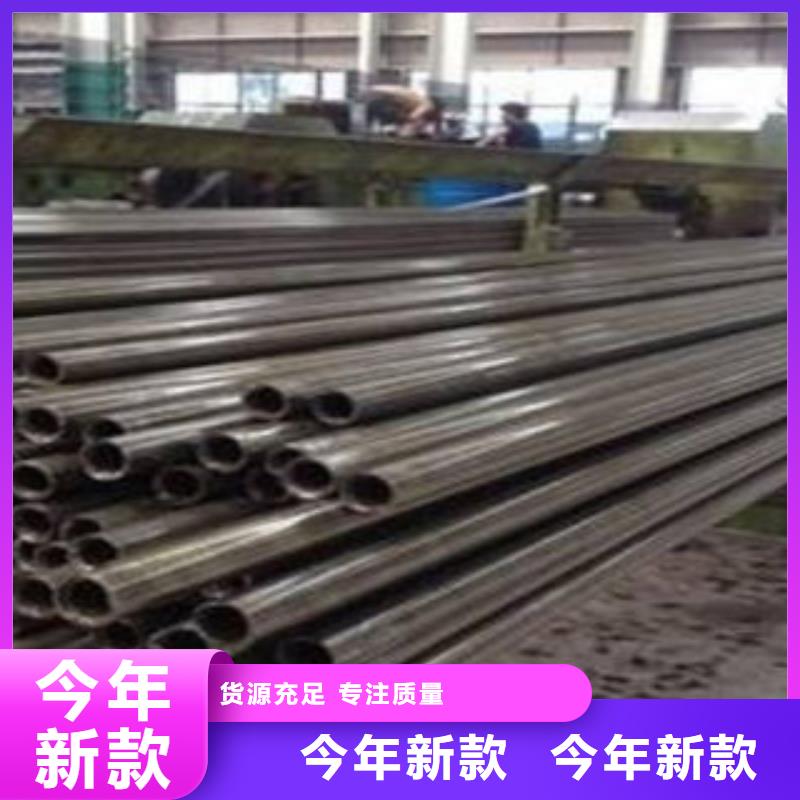
精密管(SSAW)是带钢卷管时其前进方向与成型管中心线有成型角(可调整),边成型边焊接,其焊缝成螺旋线,优点是同一规格的带钢可生产多种直径规格的钢管,原料适应范围较大,焊缝可避开主应力,受力情况较好,缺点是几何尺寸较差,焊缝长度相比直缝管长,易产生裂纹、气孔、夹渣、焊偏等焊接缺陷,焊接应力呈拉应力状态。 精密管生产厂家国外将此工艺改进后将原料改为,使成型与焊接分开,经预焊和精悍,焊后冷扩径,则其焊接质量接近UOE管,目前国内尚无此种工艺,是我国厂改进的方向。“西气东输”所用仍然是按传统工艺生产,只是管端进行了扩径。美国、日本和德国总体上否定SSAW,认为主干线不宜使用SSAW;加拿大和意大利部分使用SSAW,少量使用SSAW,而且都制定了非常严格的补充条件,由于历史原因,国内主干线多数还是使用SSAW。 精密管:主要用来制造高压及其以上压力的蒸汽锅炉管道等用的优质碳素结构钢、合金结构钢和不锈耐热钢精密管、这些锅炉管经常处于高温和高压下工作、管子在高温烟气和水蒸汽的作用下还会发生氧化和腐蚀,因此要求钢管有高的持久强度、高的抗氧化性能,并具有良好的组织稳定性,采用钢号有:优质碳素结构钢钢号有20G、20MnG、25MnG;合金结构钢钢号15MoG、20MoG、12CrMoG、15CrMoG、12Cr2MoG、12CrMoVG、12Cr3MoVSiTiB等;有锈耐热钢常用1Cr18Ni9、1Cr18Ni11Nb高压锅炉管除保证化学成分和机械性能外,要逐根做水压试验,要作扩口、压扁试验。钢管以热处理状态交货。此外,对成品钢管显微组织、晶粒度、脱碳层也有一定要求。 精密管除分一般钢管、低中压锅炉钢管、精密管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于 32mm,壁厚2.5-75mm,冷轧精密管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm,壁厚小于0.25mm,冷轧比热轧尺寸精度高。 精密钢管的处理技术和普通的管道材料类似,也是冷轧和热轧两种方式,只不过在具体的操作流程方面,还是有很多的不同之处,比如在进行加热之后,需要再分别进入粗轧机、精轧机,后再控制轧制,整个流程相对而言还是比较复杂的,在完成之后,必须要进行出厂检测,这样才能保证这种管道材料的质量。
精轧管技术包括连轧、精轧管、三辊轧管、CPE顶管、挤压管等。其中20#精轧管是20世纪90年代才发展起来的技术,因其英文名称为:Accuracy Rolling, 也简称为AR轧管。该技术工艺流 程短、操作灵活、钢种面宽,深受行业推崇。随着发展,该技术也出现的一定的问题。 孔型封闭性差:20#精轧管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#精轧管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。 提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。但问题是芯棒工作辊家常,芯棒循环线加长,设备投资增加。现在分析计算表明,芯棒限动速度提高至0.08-0.41m/s是比较适合实现的。大直径钢管的生产:目前,国内设计的20#精轧管机的规格是φ273mm机型,在几乎未加任何设备改造的情况下,轧制荒管的规格达到φ360mm。而根据对斜轧技术的研究,包括对φ720mm的辊式扩管机的研究,20号精轧管机设计φ508mm或φ530mm机型完全可能。 穿孔机和轧管机钢管旋转方向的研究:绝大多数机组的布置中,穿孔机和轧管机都采用与轧制荒管同向旋转的工艺设计,钢管管体和内外表面质量良好。但在20#精轧管机组出现过一种情况:精轧管机轧制荒管的旋转方向与穿孔钢管旋转方向相反的工艺和布置,其轧制钢管质量良好,对此现象,还需进一步研究分析。锥形辊穿孔机的选型:锥形辊穿孔机的轧辊有立式布置和卧式布置之分,使用中两种方式都存在。但是,立式布置,下轧辊轴承等部件工作条件较卧式布置恶劣,水、氧化铁皮侵蚀性大;下轧辊的磨损较上轧辊大,立式设备基础较卧式布置深,匹配的行车位置高,但卧式布置更容易更换导盘、导板。对于研发人员,机型的设计是今后研究的一个要点。
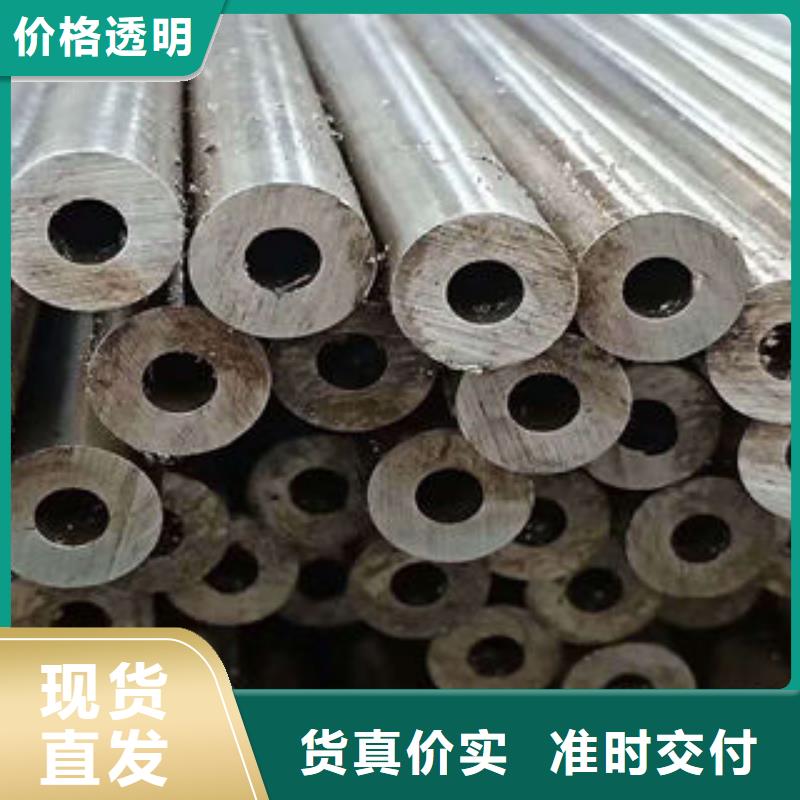
无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管具有中空截面,大量用作输送流体的管道,钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。精密钢管和无缝钢管的区别:无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。精密钢管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。 精密钢管不同形变程度对硬度的影响取两块式样,一块用于研究不同形变程度对硬度的影响,另一块研究不同温度对性能的影响。 冷变形强化在实际生产中具有重要的意义。首先这是一种重要的强化材料的手段,尤其对用热处理不能强化的材料来说,显得更为重要。其次,冷变形强化有利于金属的变形均匀。因为无锡精密钢管的变形部分产生硬化,将使变形向未变形或变形较少的部分继续发展。第三,冷变形强化可以提高构件在使用过程中的性,构件一旦超载,产生塑性变形,由于强化作用,可防止构件突然断裂。但是,冷变形强化也给无锡精密钢管的继续变形带来困难,甚至出现裂纹。因此,在无锡精密钢管变形和加工过程中常进行“中间退火“,以它的不利影响。 热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
定制精密钢管的生产厂家,盛联管业有限公司专业从事定制精密钢管的生产厂家,联系人:潘经理,电话:15106800538、15106800538,QQ:1575013387,发货地:开发区工业园,以下是定制精密钢管的生产厂家的详细页面。









